

A production supervisor once described the issue with a simple sentence:“Nothing looked wrong until assembly started.”
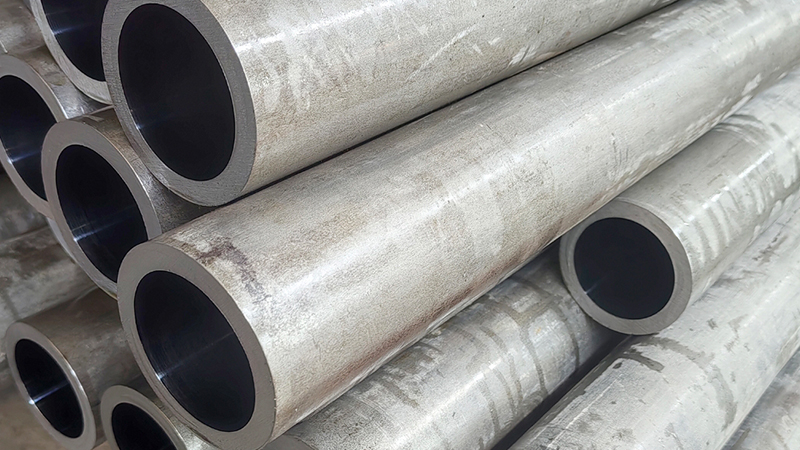
The machining department had completed its work on schedule. Incoming inspection confirmed that the Honed Tubes met dimensional requirements. Surface roughness, bore diameter, straightness, and material certificates all complied with the drawing.From a quality perspective, there was no reason to stop production.
Yet several hours after assembly began, operators reported that piston installation no longer felt as smooth as usual. A few seals showed light scratches during installation, and assembly time gradually increased across the production line.No components failed inspection.No machines malfunctioned.The production line slowed because of something almost too small to notice.
A Problem That Didn’t Appear Until Final Assembly
When engineers began reviewing the production records, the obvious possibilities were investigated first.Seal dimensions were verified.
Assembly procedures were reviewed.Machine settings were checked.Operators confirmed that no process changes had been introduced during the shift.Nothing explained why several cylinders required additional force during assembly while others moved together normally.The investigation continued until one technician suggested inspecting the internal bore under stronger magnification.
That decision changed the direction of the entire investigation.Inside several Honed Tubes, engineers discovered tiny metallic burrs remaining near the tube entrance after machining.They were almost invisible to the naked eye.They did not affect bore diameter.They did not change the inspection report.
But they were large enough to interfere with seals during assembly.

Why Burrs Are Often Overlooked
Most incoming inspections focus on measurable characteristics.Diameter.Straightness.Surface roughness.Wall thickness.Material grade.These measurements are essential because they determine whether a component complies with engineering drawings.
However, burrs rarely become obvious through dimensional inspection alone.A tiny fragment of metal may not influence any recorded measurement, yet it can still damage a seal, contaminate hydraulic oil, or create resistance during assembly.
This explains why experienced manufacturers never rely exclusively on dimensional compliance.Inspection confirms whether a part meets specification. Cleanliness confirms whether it is ready for production.That distinction becomes increasingly important when hydraulic cylinders are produced in high volumes, where even a small interruption can affect hundreds of assemblies during a single shift.
One Small Burr Changed an Entire Production Shift
During the investigation, engineers compared cylinders assembled before and after the affected batch entered production.The difference was surprisingly consistent.Operators assembling cylinders from the earlier batch reported smooth installation with minimal adjustment.
Once the next batch of Honed Tubes reached the line, installation became noticeably less predictable.Some cylinders assembled normally.Others required additional inspection before moving to pressure testing.Initially, the production team suspected seal variation.The quality department questioned machining parameters.Purchasing reviewed supplier documentation.
None of these investigations identified a clear explanation.Only after every affected tube was inspected individually did the pattern become obvious.Several tubes contained small burrs left near the bore entrance after secondary machining.Removing the burrs eliminated the problem immediately.The issue had never been dimensional. It had been a finishing detail that escaped routine inspection.

Where Burrs Usually Come From
Burrs are not always the result of poor manufacturing.They can develop during cutting, chamfering, drilling, handling, or secondary machining operations if process control is inconsistent.In some cases, transportation or improper handling may also introduce minor edge damage that creates loose metallic particles.
For this reason, experienced manufacturers evaluate more than machining accuracy alone.They also review process stability, cleaning procedures, edge preparation, and final inspection methods before components are released to production.A well-machined component is not automatically a production-ready component.
Why Deburring Is More Than a Cleaning Process
Many manufacturers think of deburring as a finishing operation performed to improve appearance. In reality, it is a process that protects downstream production.Every burr left inside a Honed Tube has the potential to become a loose particle. Once hydraulic oil begins circulating, that particle may travel through seals, piston assemblies, guide rings, or valves before finally being captured by the filtration system.Even if no immediate failure occurs, contamination can shorten component life and increase maintenance requirements over time.
This is why manufacturers producing high-performance hydraulic cylinders typically combine deburring with thorough internal cleaning before assembly begins.Removing a burr is far less expensive than investigating contamination after shipment.

What Purchasing Teams Should Understand
Purchasing decisions are often based on drawings, specifications, and inspection reports.Those documents remain essential, but they rarely describe how a supplier manages secondary manufacturing processes.When evaluating suppliers of Honed Tubes, it is worth asking additional questions.
- How are burrs removed after machining?
- How is internal cleanliness verified before shipment?
- Are bore openings protected during storage and transportation?
- What final inspection is performed before packing?
- How are non-conforming products identified and separated?
These questions reveal far more about a supplier’s manufacturing discipline than price alone.Reliable production depends on consistent manufacturing habits, not occasional inspection results.
Engineering Note
Dimensional accuracy and manufacturing cleanliness are equally important.A component may fully comply with engineering drawings while still introducing unnecessary risk if burrs, loose particles, or contamination remain inside the tube.For hydraulic cylinder manufacturers, preventing contamination before assembly is considerably more efficient than correcting problems after pressure testing or field installation.
Key Takeaway
Small burrs rarely stay small once production begins.When left inside a hydraulic cylinder component, they can affect assembly efficiency, damage sealing elements, introduce contamination, and increase the time required for troubleshooting.The most reliable production lines are built on consistent machining, effective deburring, thorough cleaning, and disciplined final inspection.
Final Thoughts
Manufacturing quality is often judged by measurable dimensions, but successful production depends just as much on the details that inspection reports cannot fully describe.Burrs are one of those details.They are easy to overlook because they may not change a dimensional measurement, yet they can influence assembly performance, product cleanliness, and long-term hydraulic system reliability.
For manufacturers producing Hydraulic Cylinders, preventing burr-related issues is not simply part of finishing. It is part of protecting every process that follows.A disciplined deburring and cleaning procedure helps reduce assembly interruptions, improve production consistency, and deliver products that perform as expected from the first installation.
FAQ
Can a small burr really affect hydraulic cylinder performance?
Yes. Even a very small burr can scratch seals during assembly, release metal particles into the hydraulic system, or create unnecessary resistance during installation. These problems may not appear during dimensional inspection but can affect long-term performance.
Why are burrs sometimes missed during inspection?
Most routine inspections focus on measurable dimensions such as bore diameter, straightness, and surface finish. Small burrs located near bore entrances or edges may require visual inspection, magnification, or additional cleaning checks to identify.
Should honed tubes be cleaned after deburring?
Yes. Removing the burr is only part of the process. Internal cleaning helps eliminate loose metallic particles that could otherwise contaminate hydraulic components during operation.
What should purchasing teams ask honed tube suppliers about deburring?
Purchasing teams should understand how burrs are removed, how internal cleanliness is verified, what inspection methods are used before shipment, and how products are protected during storage and transportation.
Can burrs increase production costs even if parts pass inspection?
Absolutely. Burrs may increase assembly time, damage seals, create additional inspections, or cause unexpected production interruptions. The indirect manufacturing cost is often much higher than the cost of preventing the problem.
How can manufacturers reduce burr-related production risks?
Consistent machining processes, controlled deburring procedures, internal cleaning, protected packaging, and thorough final inspections all help minimize burr-related issues before components reach the assembly line.
Need Technical Support?
Every production line benefits from components that are ready for assembly—not only dimensionally accurate, but also clean, consistent, and carefully finished.
EAST AI manufactures Honed Tubes and Chrome Plated Rods with controlled machining processes, internal cleaning procedures, and batch-to-batch quality management designed for hydraulic cylinder manufacturers. If your team is reviewing supplier capability, assembly efficiency, or component cleanliness, we’re happy to discuss practical manufacturing solutions based on real production experience.


{kind=link}